
以下的道路管网九孔格栅管发展势在必得视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:道路管网九孔格栅管发展势在必得的图文介绍
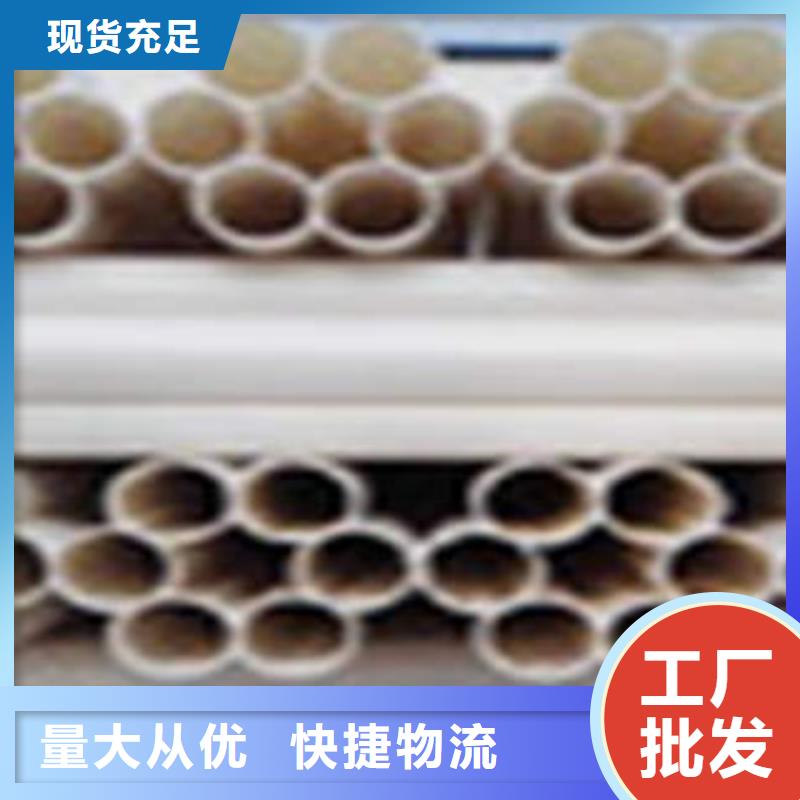
产品特点图

我们先来看看梅花管价格不高到底是怎么实现省时省工的呢, 点我们看到施工的时候会很便捷:省工省时护套与子管成一体,无需三次穿子管,一次铺设即可穿缆,避免了二次穿子管变形扭结,排序混乱,重复施工的麻烦;重量轻、搬运方便;内壁光滑,穿线省力。 利用率高:综合造价低,集护套与子管位一体,内孔有效空间大,截断后可连接使用,省材耗,工程投入少。上边所说的一些问题这就是你应该注意的事情,也是你应该选择梅花管的关键所在。这两者看似是没有区别的,但是实际上他们的作用的是有这细分的,首先方格管的分隔空间较大,适用于较粗的通线缆以及基站,梅花管由于其空间较小,适用于楼宇以及其他直接入户的项目。二者在布线的时候也有不同的讲究,方格管在布线时由于线缆较粗,所以要采取布线与穿线同时进行,并且一次整体安装到位,但是梅花管由于线缆相对较细所以可以采取先安装管材后布线的方案是为妥当的。
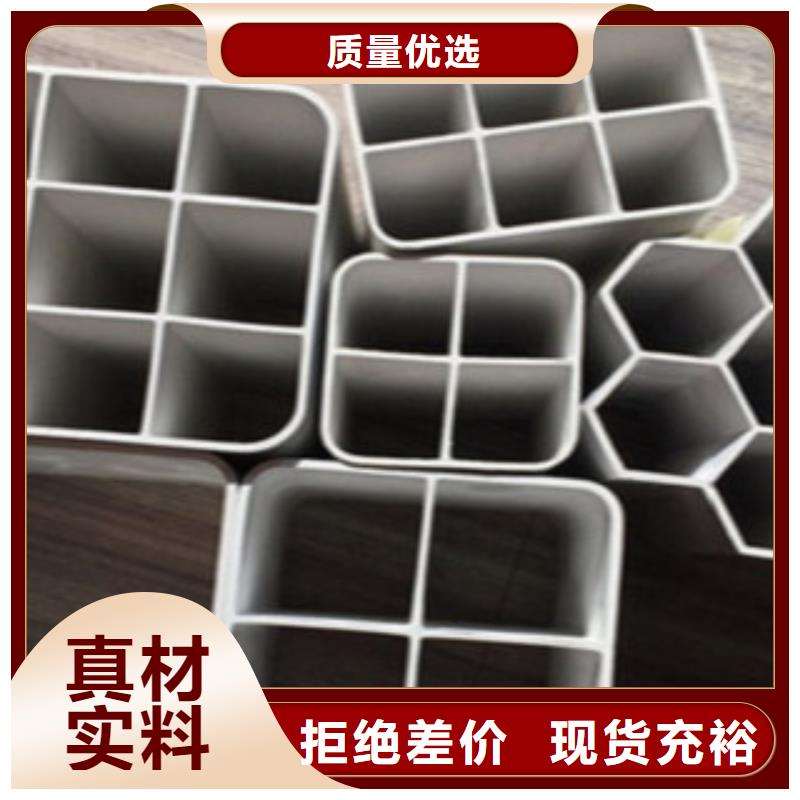
七孔梅花管里边不都是圆的,还有方格管你可能没见过,方格管是现代楼宇建筑中经常使用的一种管材,其材质多为PVC塑料,方格管多采用蜂窝结构,利于在其中布线。方孔管是集护套与子管为一体,一次挤压成型,造型美观,采用PVC工程塑料制作,抗压强度高,重量轻,使用寿命长,内壁光滑,摩擦力小,施工方便,可抵抗外力影响,保护光、电缆的功能。内孔近似方格型,有效空间大,便于穿光、电缆。方格管抗压性强:采用蜂窝(栅格)状合理的力学结构,使管材比普通塑料管材抗压性能高10-100倍。 规格齐全:主要规格有单孔、3孔、大中小4孔、同异径5孔、大小6孔、7孔、8孔、大小9孔等系列。 结构创新:节省管位,管材结构紧凑,路面开挖较小,有效节省城市地下管位资源,对道路交通以及市政影响少。韧性好:弯曲自由一段6米管材,弯曲半径可达4米,施工中碰到障碍物或交越其它管线时能轻松避开。
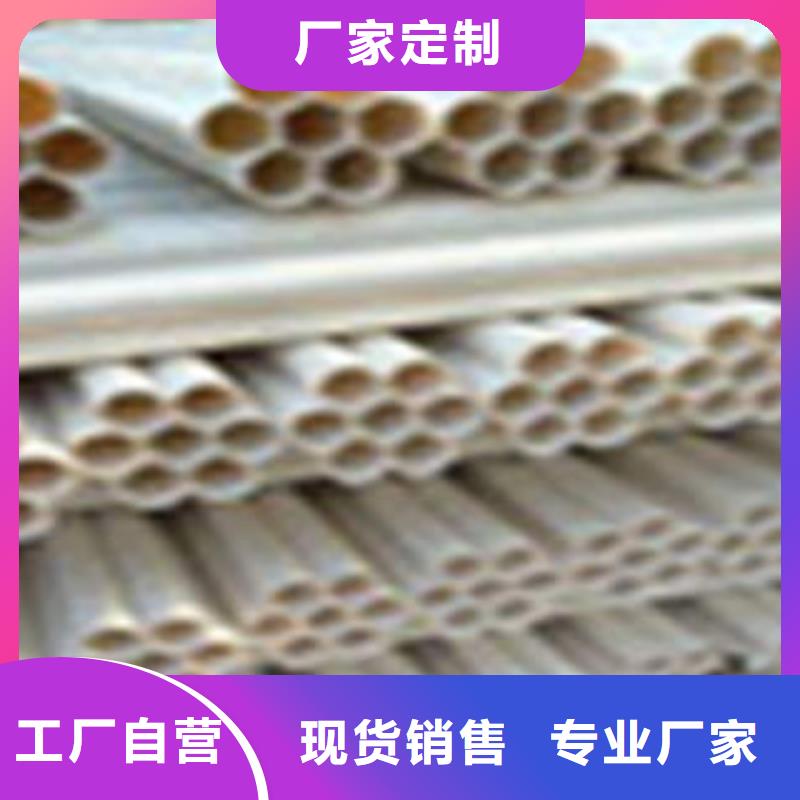
梅花管采用多孔一体结构,刚度好,受力均匀。产品内壁摩擦系数小,穿缆轻快,施工简便易行。具有多个孔位,可预留管孔,提高通孔位利用率。它主要用于移动、铁通、联通、网通、广电等通电缆的保护套管。根据孔的数目,梅花管又分为三孔梅花管,五孔梅花管,七孔梅花管和九孔梅花管,下面我们主要介绍下九孔梅花管的知识。九孔梅花管属于梅花管的一种九孔梅花管经挤出机一次挤塑成型生产,各单孔壁相交,紧紧相连接的一种新型线缆护套管材。
七孔梅花管里边不都是圆的,还有方格管你可能没见过,方格管是现代楼宇建筑中经常使用的一种管材,其材质多为PVC塑料,方格管多采用蜂窝结构,利于在其中布线。方孔管是集护套与子管为一体,一次挤压成型,造型美观,采用PVC工程塑料制作,抗压强度高,重量轻,使用寿命长,内壁光滑,摩擦力小,施工方便,可抵抗外力影响,保护光、电缆的功能。内孔近似方格型,有效空间大,便于穿光、电缆。方格管抗压性强:采用蜂窝(栅格)状合理的力学结构,使管材比普通塑料管材抗压性能高10-100倍。 规格齐全:主要规格有单孔、3孔、大中小4孔、同异径5孔、大小6孔、7孔、8孔、大小9孔等系列。 结构创新:节省管位,管材结构紧凑,路面开挖较小,有效节省城市地下管位资源,对道路交通以及市政影响少。韧性好:弯曲自由一段6米管材,弯曲半径可达4米,施工中碰到障碍物或交越其它管线时能轻松避开。
梅花管采用多孔一体结构,刚度好,受力均匀。产品内壁摩擦系数小,穿缆轻快,施工简便易行。具有多个孔位,可预留管孔,提高通孔位利用率。它主要用于移动、铁通、联通、网通、广电等通电缆的保护套管。根据孔的数目,梅花管又分为三孔梅花管,五孔梅花管,七孔梅花管和九孔梅花管,下面我们主要介绍下九孔梅花管的知识。九孔梅花管属于梅花管的一种九孔梅花管经挤出机一次挤塑成型生产,各单孔壁相交,紧紧相连接的一种新型线缆护套管材。

适用范围




为什么选择我们
PE梅花管应用领域:室外通电缆和光缆的管道系统,公共息网络、公共传输系统、有线电视网络及高速公路通讯等工程建设。PE梅花管端头应切割平整。并与管轴线垂直,内壁应紧密熔接、无开脱现象。管材外壁标示清楚。生产成品是HD七孔梅花管工艺流程的重要一环.成品质量的好坏于掌握技术的高低是相连的。机械三大要素:温度、速度和电流、压力的大小,第温度要明确了解原材料所需要的温度是多少?HDPE的温度是200℃-240℃,LDPE的温度是180℃—250℃,LLDPE的温度是180℃—240℃。为了产品具有耐应力开裂性好、耐低温冲击性好提高断裂伸长率%数值,HDPE原料中可加入10-20%LDPE和LLDPE来保证落锤冲击性能实验结果。
在正常工作中总结出的实践结论:如果一般从产品表面来看,如不光滑,挤出不畅通就是温度过低、可3-5℃逐步提高,达到所需的温度即可。如果出的产品自然增大,并且有发泡现象存在,那就是温度过高,随时可降低温度,等到调节的温度达到所需的温度在重新挤出,在正常工作中发现产品表面有滑痕,问题就出现在温度过高。原材料太潮湿而产出的表面有气泡而高出表面,通过定型换套时,产出的均匀伤疤,问题的解决办法就是原材料进行烘干,增加消泡材料,但多不能超过5%的用量。PE梅花管生产速度分为主机速度和牵引速度。主机速度和牵引速度成反比,厚度就越厚。主机速度设一定转速后不变,加快牵引速度就变薄。PE梅花管生产设备的压力主要就是真空压力一般控制在0.3-0.4Mpa之间。
保持一定的水位。一切准备工作做好后,进行几何尺寸测量,按照标准误差尺寸达到要求可正式批量生产。另一类如果产非标产品两头壁厚,中间薄可按公式来解决:“牵引速度=原来壁厚×原来的牵引速度/所要的厚度”即可。当班操作人必须每卷头尾采样填报检单,待质检部门进行检验,检验后依据存档。产品合格后凭质检部门的合格计入工资考核,转入下道工序。HD七孔梅花管成品生产是HD七孔梅花管生产过程中重要的一个环节,也是问题较多的一个环节,HD七孔梅花管专业生产厂家总结多年生产经验,将在生产过程中常见问题及解决方法列举如下。HD七孔梅花管成品生产过程中挤出不顺畅,产品表面看起来不光滑。引起此类现象的主要问题是温度过低。
在正常工作中总结出的实践结论:如果一般从产品表面来看,如不光滑,挤出不畅通就是温度过低、可3-5℃逐步提高,达到所需的温度即可。如果出的产品自然增大,并且有发泡现象存在,那就是温度过高,随时可降低温度,等到调节的温度达到所需的温度在重新挤出,在正常工作中发现产品表面有滑痕,问题就出现在温度过高。原材料太潮湿而产出的表面有气泡而高出表面,通过定型换套时,产出的均匀伤疤,问题的解决办法就是原材料进行烘干,增加消泡材料,但多不能超过5%的用量。PE梅花管生产速度分为主机速度和牵引速度。主机速度和牵引速度成反比,厚度就越厚。主机速度设一定转速后不变,加快牵引速度就变薄。PE梅花管生产设备的压力主要就是真空压力一般控制在0.3-0.4Mpa之间。
保持一定的水位。一切准备工作做好后,进行几何尺寸测量,按照标准误差尺寸达到要求可正式批量生产。另一类如果产非标产品两头壁厚,中间薄可按公式来解决:“牵引速度=原来壁厚×原来的牵引速度/所要的厚度”即可。当班操作人必须每卷头尾采样填报检单,待质检部门进行检验,检验后依据存档。产品合格后凭质检部门的合格计入工资考核,转入下道工序。HD七孔梅花管成品生产是HD七孔梅花管生产过程中重要的一个环节,也是问题较多的一个环节,HD七孔梅花管专业生产厂家总结多年生产经验,将在生产过程中常见问题及解决方法列举如下。HD七孔梅花管成品生产过程中挤出不顺畅,产品表面看起来不光滑。引起此类现象的主要问题是温度过低。